Precision Membrane Technologies for Drug Purity, Solvent Recovery & USP Water
Permionics empowers pharmaceutical companies with cutting-edge membrane solutions to achieve the highest levels of product purity, solvent recovery, and compliance. Whether your challenge is drug desalting, dilution concentration, or replacing costly distillation—our advanced membrane technologies deliver sustainable, validated performance in regulated environments.
Key Challenges Solved
HPA Hydrophilized Coating for superior anti-fouling performance
High salt and contaminant rejection
Turboclean Design for optimized flow and reduced clogging
Biostatic properties and near-neutral surface charge
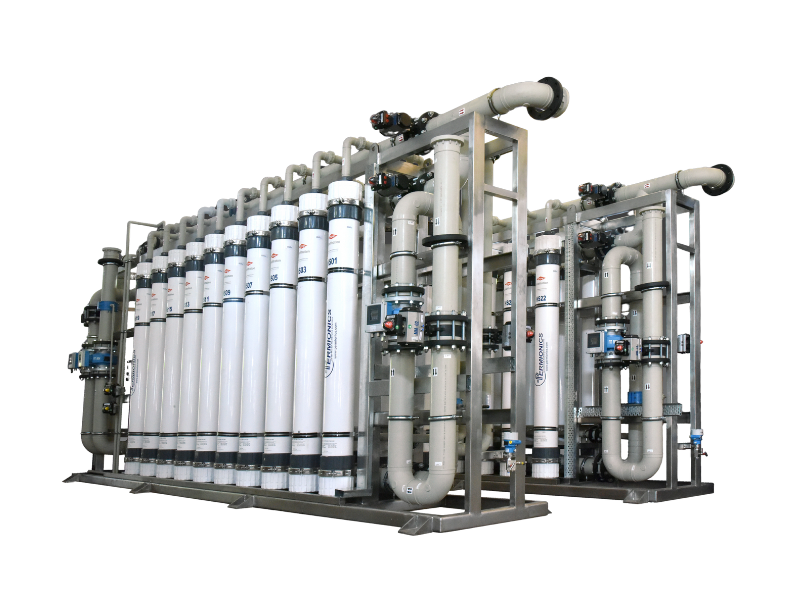
FRP Wrapped for mechanical strength and longevity
Smooth surface to minimize scaling and deposits
Our Solutions
We engineer custom solutions to meet demanding pharma standards for process efficiency, solvent compatibility, and regulatory compliance:
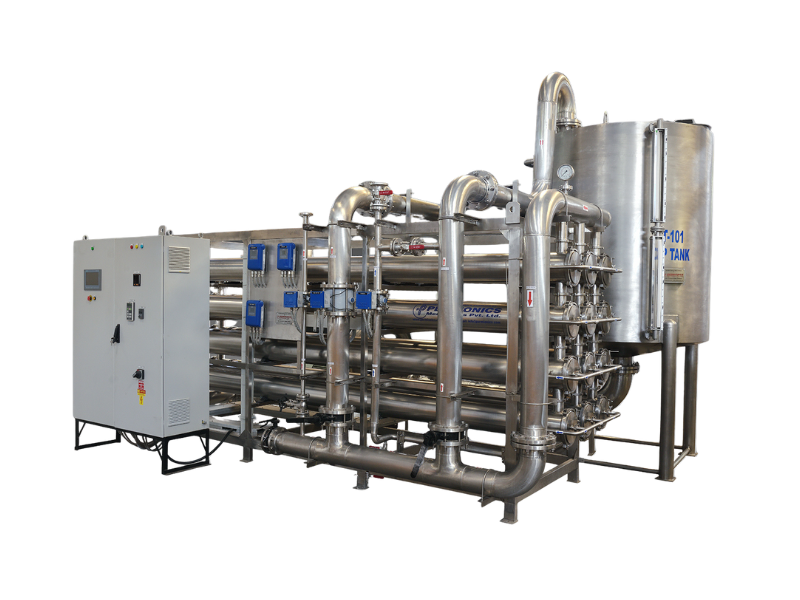
USP-grade water systems with validated PLC-SCADA automation
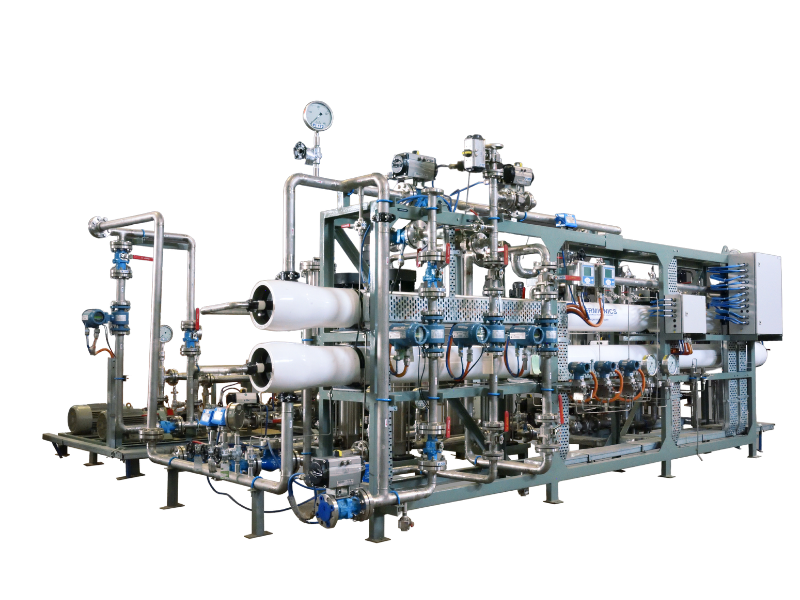
Solvent-stable NF membranes for recovery and reuse (e.g., methanol)
Membrane-based desalting for 99.9% product purity
Product concentration from dilute streams
Recovery from ion-exchange washings
ETP load reduction through high-efficiency recovery
Chromatography-integrated NF systems for downstream polishing











")