Enhancing Product Quality, Yield & Safety Through Membrane Precision
The food processing industry operates under increasing pressure to deliver clean-label, safe, high-quality products — all while meeting strict regulatory standards and cost constraints. At Permionics, we provide tailored membrane solutions that help you stay competitive, compliant, and consumer-ready. From clarifying juices and removing unwanted contaminants to recovering valuable ingredients and reducing wastewater impact, our membrane systems are designed to optimize product quality and process efficiency across every stage of food and beverage production.
Key Challenges
Solved
Inconsistent product clarity, color, or texture
Low yield during product extraction and concentration
High energy costs in thermal processing or drying
Difficulty removing color bodies, sugars, or salts
Complex wastewater and effluent compliance requirements
Our Solutions
Permionics membrane systems provide a clean, scalable alternative to traditional filtration and evaporation — offering:
Product clarification and enrichment through Microfiltration
Concentration of juices, extracts, and functional ingredients using UF/NF
Contaminant and color removal for flavor stability and visual appeal
Recovery of valuable by-products from process streams
Membrane-based wastewater treatment aligned with food-grade hygiene
Solutions designed for easy CIP, low footprint, and food safety compliance
Complete Project Expertise for Food & Beverage Systems
We support the full lifecycle of your membrane system — from evaluation to execution and long-term reliability.
Feasibility Study
Process, cost, and performance viability
Pilot Trials
Real-world testing for clarity, yield, and purity
System Design
Tailored membrane selection and engineering
Layout & Integration
Optimized fit for your existing plant setup
Manufacturing & Supply
Food-grade certified membranes and modules
Installation & Commissioning
On-site support and training
Performance Monitoring
Regular audits and remote diagnostics
Spares & Maintenance
Rapid-response support and AMC plans
Purity and Efficiency from Source to Shelf
Permionics ensures safe, hygienic, and efficient solutions for the food and beverage industry, supporting your project from idea to operation with expertise in filtration, concentration, and product recovery.
01.
Application Analysis
Evaluating product composition and identifying the right membrane processes for optimal compatibility.
02.
Pilot Testing
Running small-scale trials to validate performance, yield, clarity, and food-grade compliance.
03.
Process Design
Developing customized process flow diagrams for separation, concentration, and recovery stages.
04.
Engineering Layout
Designing hygienic piping, valve layouts, and cleanroom-compatible system integrations.
05.
Equipment Manufacturing
Fabricating food-grade membrane systems with compliance to NSF, FSSAI, and international standards.
06.
Commissioning
On-site installation, cleaning protocol setup (CIP/SIP), and seamless start-up support.
07.
QA Validation
Full quality assurance for HACCP, FSSAI, GMP, and other regulatory process standards.
08.
Training Support
Empowering operators with SOPs, control point training, and maintenance checklists.
09.
Remote Monitoring
Enabling real-time tracking of pressure, flow, temperature, and yield parameters through smart dashboards.
10.
Operations & Optimization
Implementing continuous improvement strategies to maximize output and reduce losses.
11.
Maintenance Planning
Scheduled membrane cleaning, spare part replacement, and AMC-backed support plans.
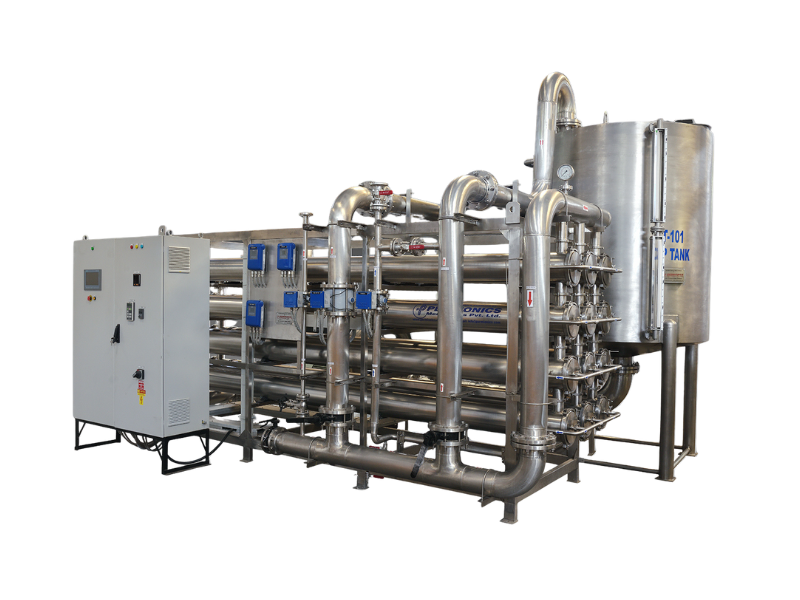
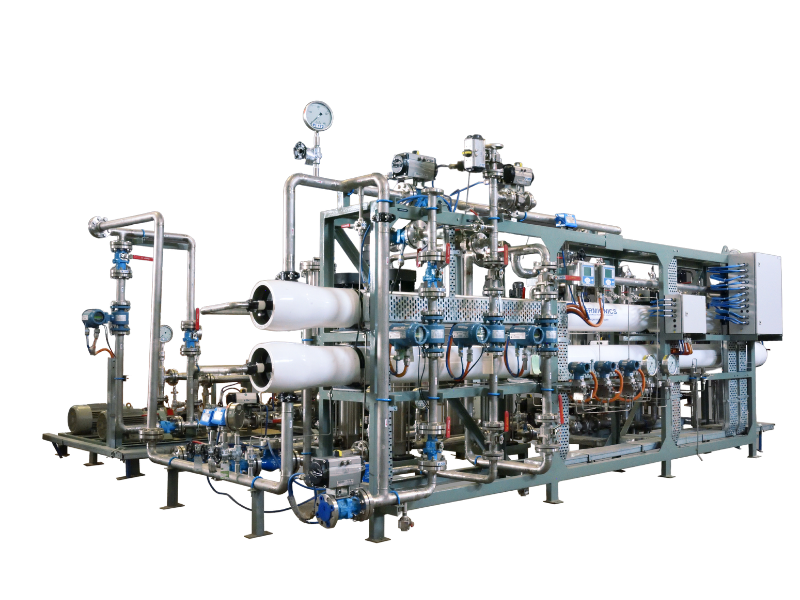
Applications & Installations
Clarification of fruit juices (apple, grape, citrus)
Extraction and enhancement of coffee, tea, and herbal beverages
Concentration of plant-based proteins, pectins, and natural sweeteners
Recovery of sugars, polyphenols, and color bodies
Pre-treatment and polishing of water used in beverage processing
Membrane ETP systems for discharge standard compliance
Results & Impact
Improved product consistency and shelf-life
Reduced reliance on thermal or chemical treatment
Enhanced product yield and recovery
Food-grade membrane compliance (NSF/FDA)
Waste reduction and lower operational costs
Explore more Membrane Solutions
Membrane solutions is dedicated to the development, production, and modification of a variety of microporous filtration membranes.
Chemicals & Petrochemicals
Pharmaceuticals
Pulp & Paper
Power & Energy Generation
Food & Beverage
Textiles & Dyeing
Municipal Water & Wastewater Utilities
Have questions about our products, services, or custom solutions?
Our team is ready to help — let’s connect!
Have questions about our products, services, or custom solutions?










")