From improving dye brightness to eliminating color waste, Permionics’ advanced membrane systems help dye and pigment manufacturers achieve sustainable, high-purity production. Our solutions go far beyond conventional filtration and biological systems, delivering unmatched clarity, cost-efficiency, and environmental compliance.
Key Challenges
Solved
Inefficient dye desalting methods that affect color brilliance
High turbidity and pigment particles in wash water and effluent streams
Incomplete color removal using traditional chemical/biological methods
High liquid waste generation and costly disposal practices
Need for Zero Liquid Discharge (ZLD) without chemical overload
Our Solutions
Dye desalting for increased dye brilliance and fabric color consistency
Color removal from effluents via ultrafiltration/nanofiltration
Wastewater management to remove turbidity, solids, and pigment residues
ZLD systems for complete water recovery and zero discharge
Pre-treatment before biological ETPs to reduce load and improve efficiency
Customized membranes for insoluble pigment handling
With deep industry experience and decades of proven installations, Permionics empowers dye and pigment plants to meet quality and environmental targets effortlessly.
01.
Application Assessment
In-depth review of pigment type, dye chemistry, water quality, and discharge goals.
02.
Pilot Testing
Lab- and pilot-scale validation of color rejection, desalting, and ZLD pathways.
03.
Process Flow Design
Custom membrane integration into dyeing or pigment dispersion lines.
04.
Engineering Layout
Effluent treatment layout that optimizes energy use and space constraints.
05.
Fabrication
High-performance spiral and flat-sheet membrane systems built to order.
06.
Commissioning
Fast-track setup with full onsite training and integration into plant operations.
07.
Compliance Validation
Support to meet textile discharge norms and water reuse regulations (e.g., CPCB).
08.
Training Support
Operator training on dye-specific fouling mitigation, cleaning, and monitoring.
09.
Remote Monitoring
Real-time visibility into pressure, color load, membrane performance, and recovery.
10.
Performance Optimization
Ongoing system tuning to maximize dye recovery and minimize reject volumes.
11.
Maintenance Planning
Scheduled membrane cleaning and service support for continued efficiency.
Applications & Installations
Desalting of reactive, acid, and disperse dyes
Effluent color and TSS reduction in pigment plants
Wash water recycling in dyeing units
Zero Liquid Discharge (ZLD) implementation in dye processing
Brine recovery and reuse from bath solutions
Results & Impact
Enhanced dye quality and consistency on fabrics
Reduced effluent color, turbidity, and environmental load
Lower water and energy consumption
Cost-effective ZLD and resource recovery
Compliance with CPCB and international effluent norms
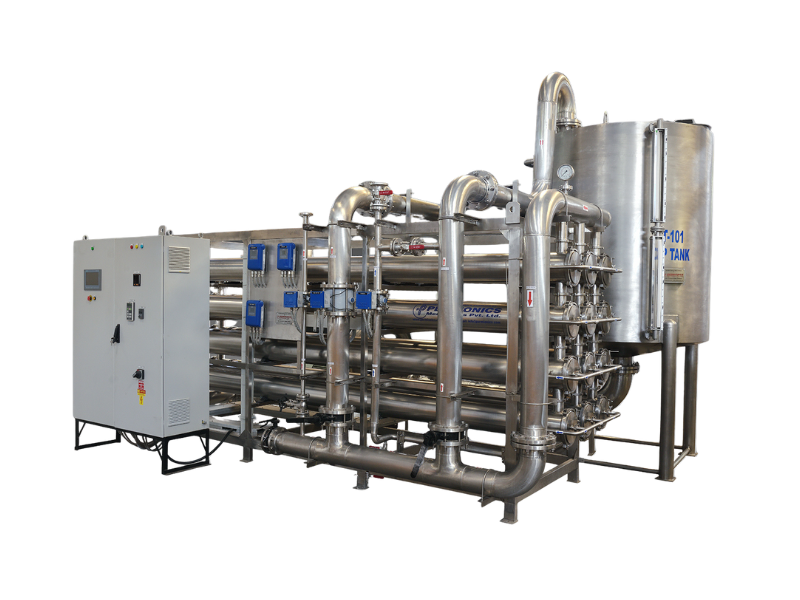
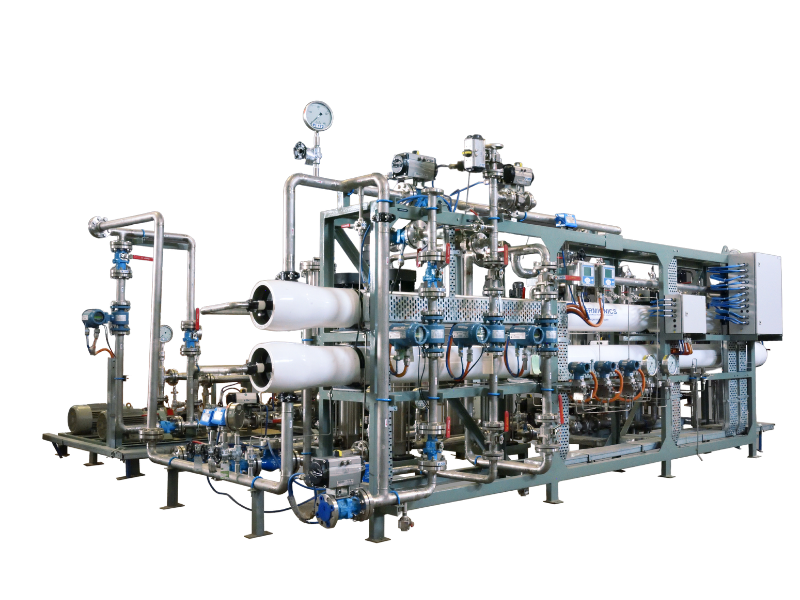
Explore Our High-Performance Membrane Range
Membrane solutions is dedicated to the development, production, and modification of a variety of microporous filtration membranes.
Chemicals & Petrochemicals
Pharmaceuticals
Pulp & Paper
Power & Energy Generation
Food & Beverage
Textiles & Dyeing
Municipal Water & Wastewater Utilities
Have questions about our products, services, or custom solutions?
Our team is ready to help — let’s connect!
Have questions about our products, services, or custom solutions?










")