Transforming Milk into Value with Membrane-Driven Precision
With over 30 years of expertise in spiral membrane technology for dairy, Permionics delivers high-performance membrane systems that help processors concentrate, fractionate, and standardize dairy streams with precision and efficiency. From whey to skim milk, our solutions unlock higher yields, improved consistency, and premium-quality output that exceeds global dairy standards. Beyond processing, our membrane-based effluent treatment systems offer a cost-effective, sustainable alternative to traditional wastewater methods — reducing environmental impact while maximizing resource recovery.
Key Challenges Solved
Variability in milk quality and composition
Low protein yields from traditional concentration methods
Inefficient or energy-intensive ash removal
High effluent treatment costs and ecological footprint
Inconsistent standardization in milk production
Our Solutions
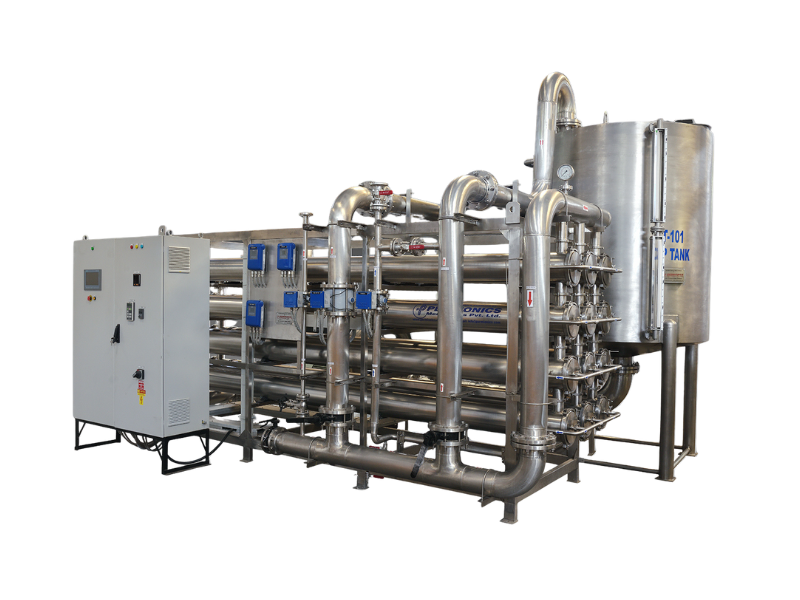
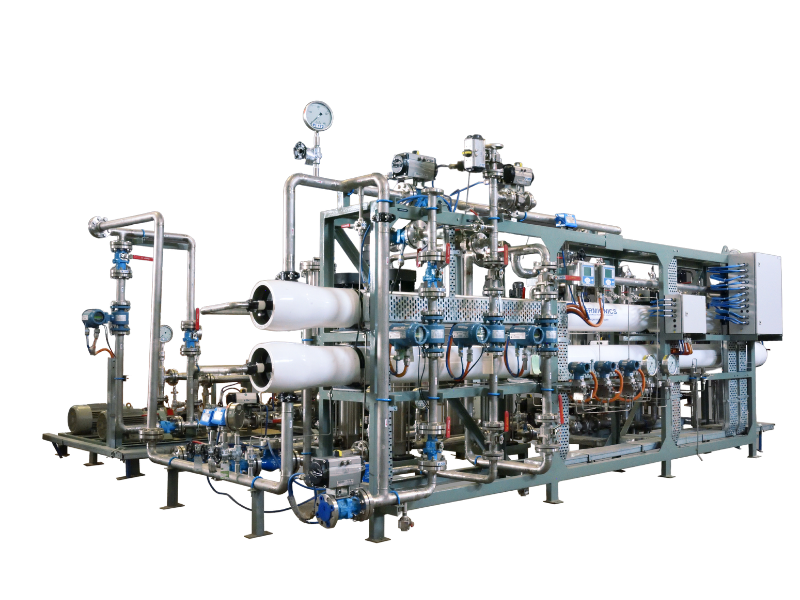
Permionics spiral-wound membranes in UF, NF, and RO configurations are engineered specifically for the demands of dairy processing. Our offerings include:
Whey protein concentration and fractionation
Concentration and standardization of whole and skimmed milk
Ash removal and demineralization of whey and milk permeates
High-recovery wastewater treatment and reuse solutions
Modular systems for scale flexibility and easy CIP integration
Purity, Performance, and Compliance from Farm to Finished Product
Permionics delivers hygienic, high-efficiency membrane solutions that help dairy processors improve protein yield, standardize products, and minimize waste — with full lifecycle support from pilot to production.
01.
Application Analysis
Assessing milk, whey, and by-product streams for ideal membrane fit and performance targets.
02.
Pilot Testing
Validating protein concentration, de-ashing efficiency, and product quality at lab or pilot scale.
03.
Process Design
Designing customized flow diagrams for milk standardization, whey fractionation, and protein enrichment.
04.
Engineering Layout
Planning sanitary piping, CIP-compatible loops, and space-efficient integration into dairy production lines.
05.
Equipment Manufacturing
Fabricating food-grade spiral membrane modules with certifications for dairy use (NSF, FSSAI, 3-A).










")