TRANSFORMING PROCESSES THROUGH MEMBRANE-DRIVEN SOLUTIONS
Intelligent Systems Built for Real-World Demands
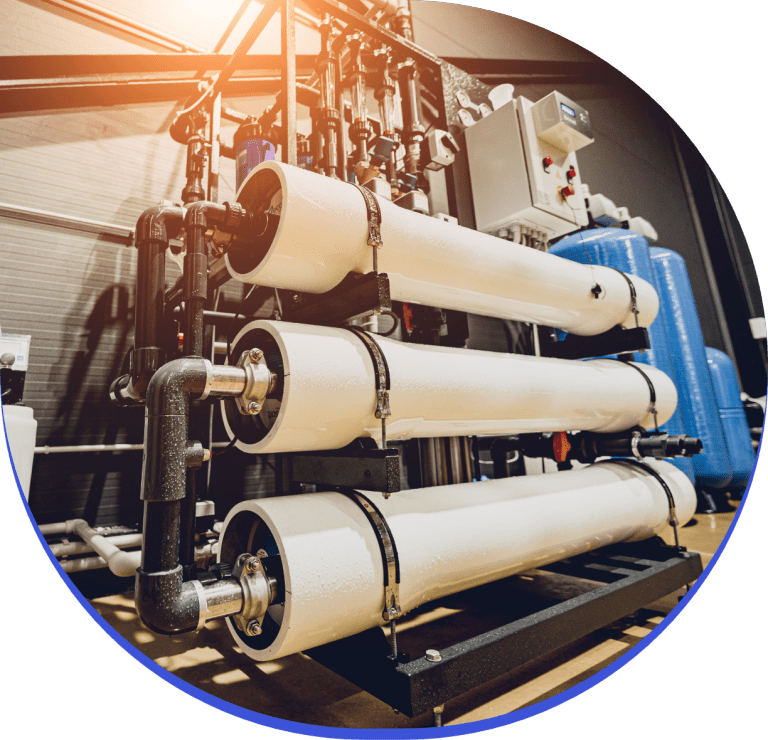
At Permionics, we don’t just offer membranes — we offer complete, future-forward solutions that power innovation in wastewater treatment, ultrapure water production, and industrial process design. From concept to commissioning, our systems are engineered to solve your most complex separation and purification challenges — efficiently, reliably, and sustainably.
Whether you’re building the future of clean energy, scaling semiconductor manufacturing, or improving resource recovery, our membrane-backed solutions drive performance across every drop and every detail.
Our Core Solutions
Wastewater Management
Membrane Systems for Recovery, Recycling & ZLD
We deliver end-to-end wastewater solutions — from membrane selection and plant design to operations and servicing. Our systems support municipal and industrial clients in effluent recycling, brine recovery, and achieving zero liquid discharge (ZLD) with high reliability and low lifecycle costs.
High-Purity & Ultrapure Water Systems
Precision Water for Microelectronics, Solar & Lab Use
Our ultrapure water systems meet the stringent demands of wafer cleaning, CMP, rinsing, and slurry processes across solar and semiconductor manufacturing. Engineered with tight controls, these systems ensure ionic and microbial purity at parts-per-billion levels.
Process & Integrated Solutions
Membranes at the Heart of Clean-Tech Innovation
From biofuel separation to nutraceutical extraction and green chemical recovery, our integrated membrane systems are enabling breakthroughs in emerging industries. We work closely with innovators in solar, herbal, waste-to-value, and clean energy sectors to co-create high-impact, scalable systems.
Maintenance & Technical Services
Expert Support for Reliable, Long-Term Operation
We go beyond system delivery to offer ongoing technical support, membrane health monitoring, and on-demand servicing. Our maintenance programs ensure your membrane systems continue performing at peak efficiency with minimal downtime and maximum output.
- Water & Wastewater Treatment
Solutions for industrial and municipal water purification, effluent recycling, and ZLD systems.
- Food & Beverage
Membrane technologies for juice concentration, dairy processing, beverage filtration, and product consistency.
- Pharmaceutical & Biotechnology
High-purity membranes for drug production, solvent recovery, and sterile water applications.
- Oil & Gas
Membrane systems for produced water treatment, hydrocarbon recovery, and environmental compliance.
- Chemical & Textile Processing
Effluent concentration, solvent separation, and dye removal for sustainable chemical and textile manufacturing.
- Dairy & Agriculture
Membranes for milk protein concentration, lactose separation, and agricultural wastewater treatment.
- Power & Energy
Advanced water solutions for cooling towers, boilers, and condensate polishing in power plants.
- Electronics & Semiconductors
High-purity water membranes for microelectronics and semiconductor fabrication.
Our Blog
Best-Selling Membranes for Industrial Effluent Treatment in India

Finding the right membrane for industrial use is not a small decision. The wrong membrane can cause fouling, downtime, failures,
5 Beverage Processing Solutions Powered by Membrane Tech
Introduction Every bottle of juice, soda, or functional drink goes through a complex journey before reaching the shelf. Behind the
How Membranes Enable Brine Recovery in Dye & Pigment Plants
Introduction Water and salt are the backbone of the dye and pigment industry. Every batch of color relies on huge
Enzyme-Friendly Membrane Filtration for Better Food Quality

Have you ever wondered why some foods taste fresher, hold their texture longer, or feel closer to their natural state
Why Ultrapure Water Matters for Wafer Processing in Solar Cells
Introduction The solar industry is built on precision. Every solar cell is expected to deliver maximum efficiency and durability. But
Why Membranes Are Key to Industrial ESG Strategies

Introduction: ESG Is No Longer Optional In today’s world, Environmental, Social, and Governance (ESG) metrics are not just buzzwords —
